ミクロン単位の複雑かつ微細な加工には欠かせないエッチング(フォトエッチング)加工。
その概要は知っていても、金属ごとの特性、難易度、使ってはいけない素材はあるのか…?など、深く解説しているサイトはありません。
しかし、その深いところにある真実こそが、高品質なエッチング(フォトエッチング)加工を求めるために大切な知識なのです。
当サイトでは常に究極の仕上がりを追求し続ける、エッチング(フォトエッチング)加工と拡散接合の専門会社として、126名の社員を擁する・アロン社の協力の下、“本当に高品質な”エッチング(フォトエッチング)加工についてお届けし、皆さんの製品作りに役立ていただけたらと思っております。
【匠の加工編集チーム拝】

エッチングの加工材料となる代表的な金属と、その特性を解説しています。
アロン社では扱っていない金属もありますが、その理由も合わせてご紹介しています。
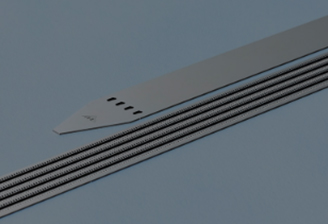
錆びにくい=腐食が緩やかなので、狙い通りのエッチング(フォトエッチング)加工を施しやすいステンレス。全ての面でバランスの取れた金属として、エッチング加工の多くに採用されています。
エッチング(フォトエッチング)加工と比較されやすい工法について、まとめました。
見ていただくとわかるように、それぞれ良い点と弱点がありますので、仕上がり・納期・予算などを加味して考える必要がありますが、エッチング(フォトエッチング)加工は非常にバランスの取れた加工法と言えそうです。
※表はスクロールできます
| 工法 | エッチング (フォトエッチング)加工 | プレス加工 | ワイヤー・放電加工 | レーザー加工 |
|---|---|---|---|---|
| 加工部の寸法精度 | 薄いほど優位 | 安定している | 安定しており、特に直進方向の精度が高い | 薄いほど優位 |
| 板厚方向への品質 | 板厚方向へのバリは無し | 板厚方向にバリが出やすい | 板厚方向へのバリは無し | 板厚方向にドロスが出やすい |
| イニシャルコスト | フォトマスク代が必要 | 高額な金型代が必要 | 金型・フォトマスク不要 | 金型・フォトマスク不要 |
| 量産コスト・量産性 | 多面付により小製品は優位 | 全加工中で最安 | 量産は不得意 | 量産は不得意 |
| イニシャル納期 | ある程度必要 | 全加工中で最長 | 短い | 短い |
| リピート納期 | ある程度必要 | 取り掛かれば早い | 短い | 短い |
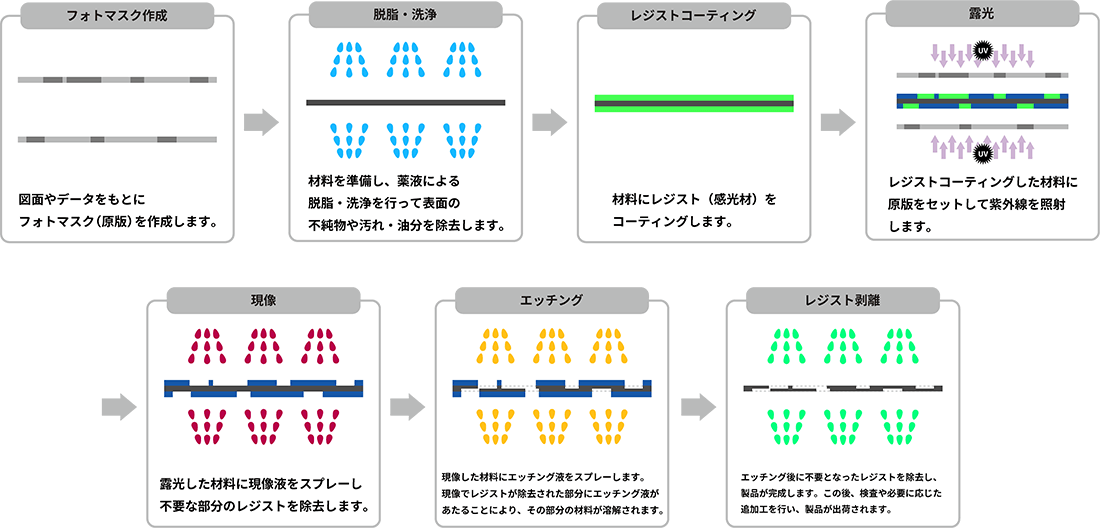
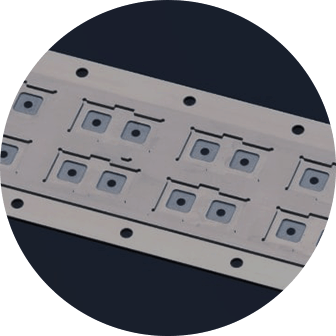
エッチングの流れや種類など、依頼する上で知っておいた方がいいことをまとめています。
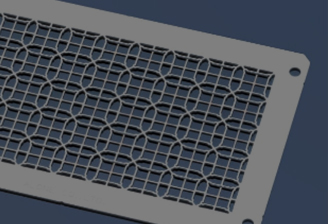
エッチング(フォトエッチング)加工はどのようにして行われるのか、
アロン社の岩手県一関工場の取材写真を用いて、
ステップごとに解説しています。

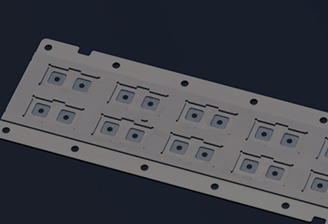
エッチング(フォトエッチング)加工にはイニシャルコストが抑えられる、短納期での対応が可能、繊細なデザインも表現できるなどのメリットがあります。ここではエッチング(フォトエッチング)加工のメリット・デメリットを解説します。
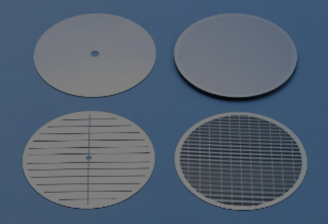
エッチング(フォトエッチング)加工の最小パターン・最小開口寸法・加工精度などは、加工する金属素材板の厚みに大きく左右されます。ここでは加工精度や寸法公差について解説していきます。
エッチング(フォトエッチング)加工にはラミネーター、レーザープロッター、自動現像機、投影機などの設備・装置が用いられています。ここではエッチング(フォトエッチング)加工の設備・装置について解説します。
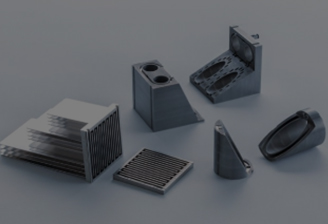
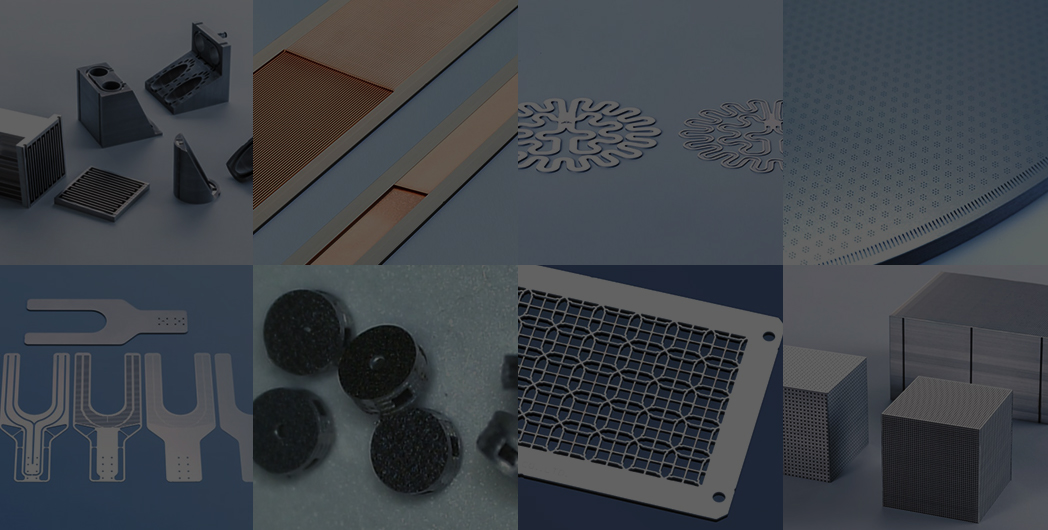
いくつかの事例をもとに、各製品において他の加工法ではなく「エッチング」及び「拡散接合」を用いることでのメリットやアロン社だからこそ叶えられることをまとめました。
エッチングを依頼する際に、疑問として浮かびやすいものを、アロン社に回答していただきました。
【アロン社】もちろん可能です。最適な加工法をご提案致します。
【アロン社】専門の部署がありますので、ぜひご相談ください。
【アロン社】もちろん可能です。量産の可能性がある場合には、それを見据えた提案を致します。
【アロン社】仕様や生産数などによって異なりますので、お問い合わせください。フォトマスク作成、エッチング加工、拡散接合まで「完全自社内一貫生産」のため、可能な限りのスピードでお応え致します。
【アロン社】フォトマスク作成、エッチング加工、拡散接合までの「完全自社内一貫生産」で、万全の量産体制が整っております。安心してお問い合わせください。
加工材料や最小加工寸法など、各社設定しているエッチング(フォトエッチング)加工の標準仕様。
ここではアロン社の標準を掲載致しますので、参考にしてください。
※スクロールできます
| ステンレス | SUS304・SUS316・SUS430・SUS301・SUS310S・SUS631・SUS420J2 など |
|---|---|
| 銅及び銅合金 | 無酸素銅・タフピッチ銅・りん青銅・黄銅・ベリリウム銅・チタン銅・洋白 など |
| ニッケル及びニッケル合金 | ニッケル・42アロイ、インバー、コバール・パーマロイ・ベリリウムニッケル・ニクロム・インコネル・コンスタンタン など |
| その他金属 | 珪素鋼板、鉄、アモルファス など(※これら以外も、お問い合わせくださいとのこと) |
| 加工可能な板厚 | 0.003mmt~ |
|---|---|
| 最大ワークサイズ | 900mm×1200mm程度 |
| 寸法公差 | 板厚0.1mmt以上は板厚に対し±10%が目安 ※それ以下の板厚に関しては、要問合せ |
| ピッチ公差 | フィルムフォトマスクの場合:最小で±0.005mm~、ガラスフォトマスクの場合:最小で±0.001mm~ |
| ブリッジ形状 | 凸形状、凹み形状、ブリッジレスも対応可能 |
| 最小抜き | 使用する材料の板厚と同等が目安で、最小値は0.04mm |
|---|---|
| 最小残し | 使用する材料の板厚の半分が目安で、最小値は0.03mm |
| 貫通させないエッチング幅 | 深さに対し2倍程度の幅が必要 |
| 貫通させないエッチング部の深さ | 任意に設定可能 |
| 内角R | 板厚の70%程度が目安 |
| 外角R | 板厚の40%程度が目安 |
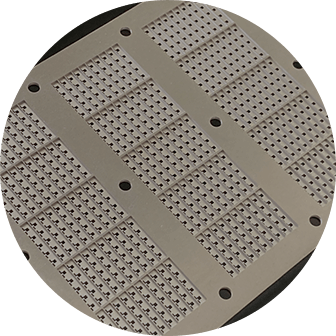
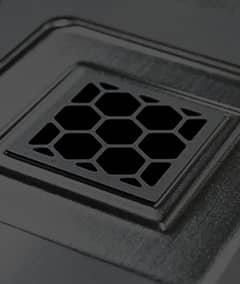
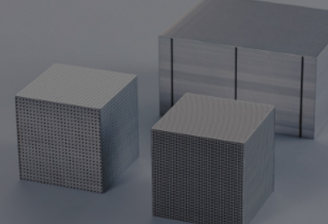
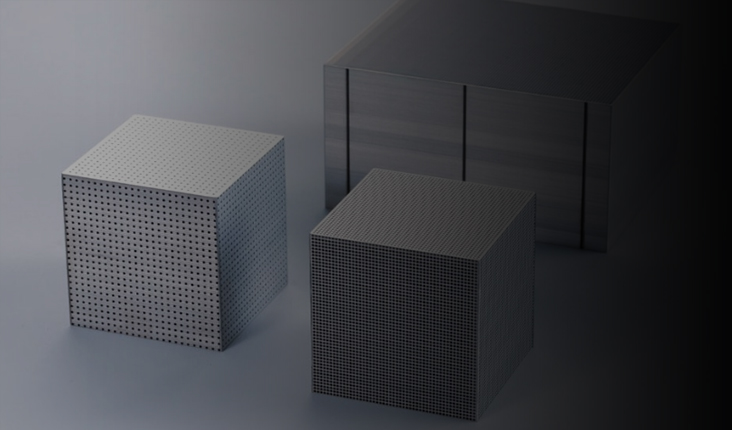
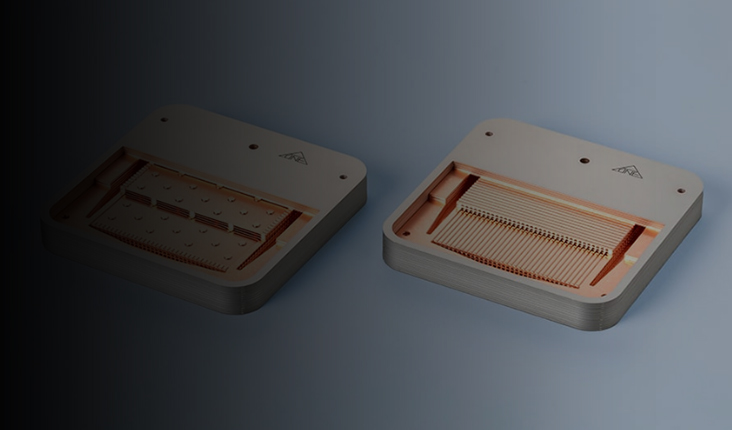
エッチング(フォトエッチング)加工と組み合わせて活用することで、多彩な製品展開が可能になる加工法「拡散接合」。
ろう材などを使用しないで一体化できるので、接着物による使用中の汚染がありません。
耐熱性に優れ、加熱時にも変形しないというメリットも。
熱圧着と同義語のように使われることがありますが、その原理や精度には大きな違いがあります。そういった内容も、解説をしています。
当サイト「匠の加工」は、フォトマスク作成、エッチング加工、拡散接合までの「完全自社内一貫生産」を行うアロン社への取材をもとに制作しております。
取材を重ねていくうちに、クオリティへのあくなき探求心に驚かされることばかりでした。以下のコンテンツでは、その一端を知ることができるようなインタビューや事例のご紹介を行っています。
“本当の”エッチング(フォトエッチング)加工と拡散接合がわかる【匠の加工】は、
川嶋印刷株式会社が運用を行っております。
当サイトは、より製品価値を高められるような、
また世の中にあまり知られていない「“本当の”エッチング(フォトエッチング)加工と拡散接合」を、
アロン社への取材を通じて、解き明かしています。
ぜひみなさんの参考になれば幸いです。